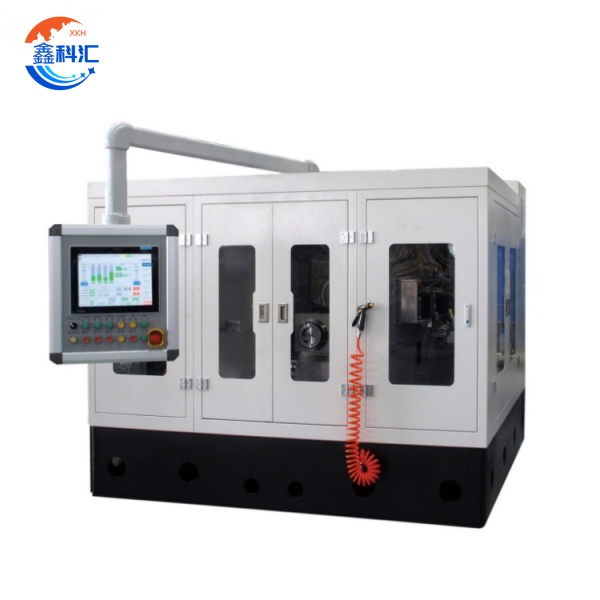
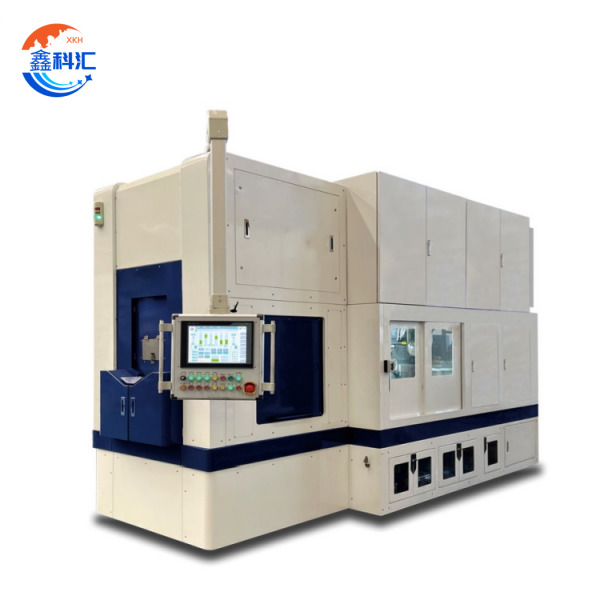
Maszyna do cięcia drutu diamentowego z węglika krzemu, obróbka wlewków SiC 4/6/8/12 cali



Zasada działania:
1. Mocowanie wlewka: wlewek SiC (4H/6H-SiC) jest mocowany na platformie tnącej za pomocą uchwytu, co zapewnia dokładność położenia (±0,02 mm).
2. Ruch linii diamentowej: linia diamentowa (galwanizowane cząsteczki diamentu na powierzchni) jest napędzana przez system kół prowadzących, co zapewnia szybką cyrkulację (prędkość linii 10~30 m/s).
3. Posuw cięcia: sztabka jest podawana w ustalonym kierunku, a linia diamentowa jest cięta jednocześnie wieloma równoległymi liniami (100~500 linii) w celu utworzenia wielu płytek.
4. Chłodzenie i usuwanie wiórów: Spryskaj obszar cięcia środkiem chłodzącym (woda dejonizowana + dodatki), aby ograniczyć uszkodzenia cieplne i usunąć wióry.
Kluczowe parametry:
1. Prędkość cięcia: 0,2~1,0 mm/min (w zależności od kierunku kryształu i grubości SiC).
2. Napięcie żyłki: 20~50N (zbyt duże napięcie powoduje łatwe zerwanie żyłki, zbyt niskie napięcie wpływa na dokładność cięcia).
3. Grubość płytki: standardowa 350~500μm, płytka może osiągnąć 100μm.
Główne cechy:
(1) Dokładność cięcia
Tolerancja grubości: ±5μm (dla płytki 350μm), lepsza niż w przypadku konwencjonalnego cięcia zaprawą (±20μm).
Chropowatość powierzchni: Ra<0,5μm (nie jest wymagane dodatkowe szlifowanie w celu ograniczenia ilości późniejszej obróbki).
Odkształcenie: <10μm (zmniejsza trudność późniejszego polerowania).
(2) Wydajność przetwarzania
Cięcie wieloliniowe: cięcie 100~500 sztuk na raz, co zwiększa wydajność produkcji 3~5 razy (w porównaniu z cięciem jednoliniowym).
Żywotność liny: Linia diamentowa może przeciąć 100~300 km SiC (w zależności od twardości wlewka i optymalizacji procesu).
(3) Przetwarzanie o niskim poziomie uszkodzeń
Pęknięcie krawędzi: <15μm (tradycyjne cięcie >50μm), poprawia wydajność płytki.
Warstwa uszkodzeń podpowierzchniowych: <5μm (zmniejszenie konieczności usuwania materiału polerującego).
(4) Ochrona środowiska i gospodarka
Brak zanieczyszczenia zaprawy: Niższe koszty utylizacji odpadów płynnych w porównaniu do cięcia zaprawy.
Wykorzystanie materiału: strata podczas cięcia <100μm/ostrze, oszczędność surowca SiC.
Efekt cięcia:
1. Jakość wafli: brak makroskopowych pęknięć na powierzchni, niewielka liczba mikroskopijnych defektów (kontrolowane rozszerzenie dyslokacji). Możliwość bezpośredniego wejścia w ogniwo polerowania zgrubnego, co skraca proces.
2. Spójność: odchylenia grubości płytek w partii wynoszą <±3%, co umożliwia produkcję zautomatyzowaną.
3. Zastosowanie: Wsparcie cięcia wlewków 4H/6H-SiC, kompatybilne z typem przewodzącym/półizolowanym.
Specyfikacja techniczna:
| Specyfikacja | Bliższe dane |
| Wymiary (dł. × szer. × wys.) | 2500x2300x2500 lub dostosuj |
| Zakres wielkości materiału przetwarzanego | 4, 6, 8, 10, 12 cali węglika krzemu |
| Chropowatość powierzchni | Ra≤0,3u |
| Średnia prędkość skrawania | 0,3 mm/min |
| Waga | 5,5 tony |
| Etapy ustawiania procesu cięcia | ≤30 kroków |
| Hałas sprzętu | ≤80 dB |
| Naprężenie drutu stalowego | 0~110N (naprężenie drutu 0,25 wynosi 45N) |
| Prędkość drutu stalowego | 0~30m/s |
| Całkowita moc | 50 kW |
| Średnica drutu diamentowego | ≥0,18 mm |
| Płaskość końcowa | ≤0,05 mm |
| Szybkość cięcia i łamania | ≤1% (z wyjątkiem przyczyn ludzkich, materiału silikonowego, linii, konserwacji i innych przyczyn) |
Usługi XKH:
Firma XKH zapewnia kompleksową obsługę procesu cięcia drutem diamentowym z węglika krzemu, w tym dobór sprzętu (dopasowanie średnicy i prędkości drutu), rozwój procesu (optymalizacja parametrów cięcia), dostawę materiałów eksploatacyjnych (drut diamentowy, tarcza prowadząca) oraz wsparcie posprzedażowe (konserwacja sprzętu, analiza jakości cięcia), aby pomóc klientom osiągnąć wysoką wydajność (>95%) i niskie koszty masowej produkcji płytek SiC. Firma oferuje również niestandardowe ulepszenia (takie jak cięcie ultracienkich warstw, automatyczny załadunek i rozładunek) z terminem realizacji wynoszącym 4-8 tygodni.
Szczegółowy diagram

Powiązane produkty
-

Płytka szafirowa o grubości 300x1,0 mm, C-Plane ...
-

Pręt rubinowy o średnicy 115 mm: wydłużony kryształ dla udoskonalenia...
-

Rurki szafirowe, pręty szafirowe o specjalnym kształcie, wysokie...
-

Wysokoprecyzyjny system mikroobróbki laserowej
-

6-calowy przewodzący monokryształ SiC na matrycy polikrystalicznej...
-

Mikro maszyna do obróbki laserowej sterowana strumieniem wody