Sprzęt do wiercenia laserem nanosekundowym w podczerwieni do wiercenia w szkle o grubości ≤20 mm



Główny parametr
| Typ lasera | Nanosekunda w podczerwieni |
| Rozmiar platformy | 800*600(mm) |
|
| 2000*1200(mm) |
| Grubość wiercenia | ≤20(mm) |
| Prędkość wiercenia | 0-5000(mm/s) |
| Złamanie krawędzi wiertniczej | <0,5(mm) |
| Uwaga: Rozmiar platformy można dostosować. | |
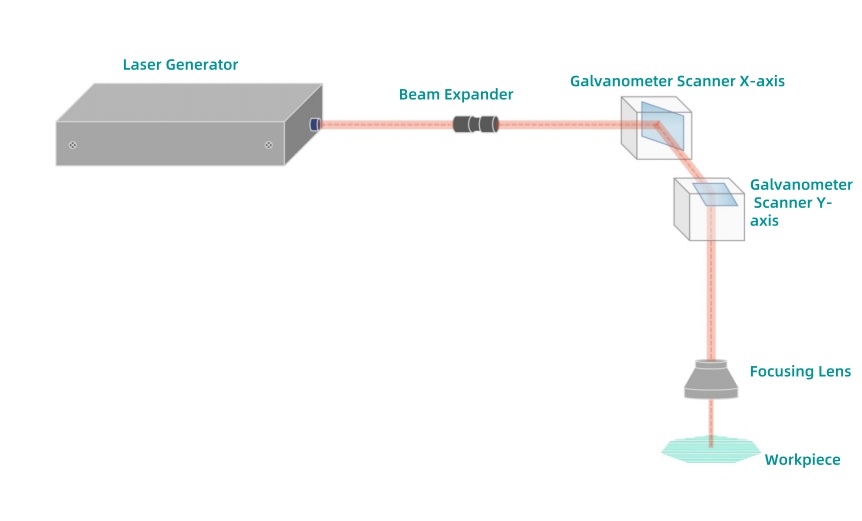
Zasada wiercenia laserowego
Wiązka laserowa jest skupiana w optymalnym położeniu względem grubości obrabianego przedmiotu, a następnie skanuje z dużą prędkością wzdłuż predefiniowanych ścieżek. Poprzez interakcję z wysokoenergetyczną wiązką laserową, materiał docelowy jest usuwany warstwa po warstwie, tworząc kanały tnące, co pozwala na uzyskanie precyzyjnej perforacji (o geometrii kołowej, kwadratowej lub złożonej) z kontrolowaną separacją materiału.
Zalety wiercenia laserowego
· Wysoka integracja automatyzacji przy minimalnym zużyciu energii i uproszczonej obsłudze;
· Przetwarzanie bezkontaktowe umożliwia nieograniczoną geometrię wzorów wykraczającą poza konwencjonalne metody;
· Praca bez materiałów eksploatacyjnych obniża koszty operacyjne i zwiększa zrównoważony rozwój środowiska;
· Najwyższa precyzja przy minimalnym odpryskiwaniu krawędzi i eliminacji wtórnych uszkodzeń przedmiotu obrabianego;

Przykładowy wyświetlacz
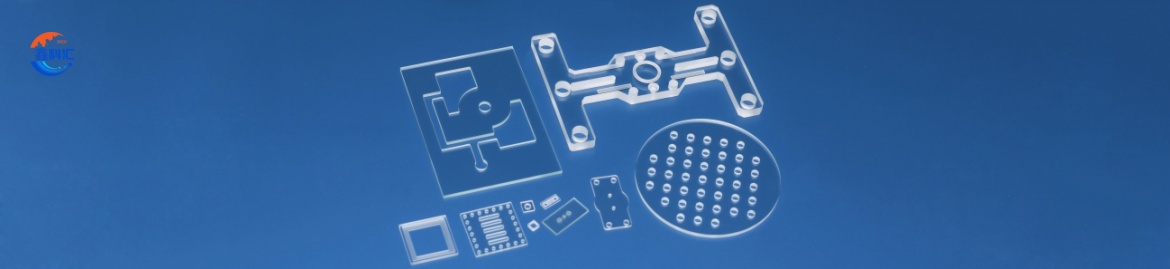
Aplikacje procesowe
System został zaprojektowany do precyzyjnej obróbki kruchych/twardych materiałów, w tym wiercenia, rowkowania, usuwania powłoki i teksturowania powierzchni. Typowe zastosowania obejmują:
1. Wiercenie i wycinanie elementów drzwi prysznicowych
2. Precyzyjna perforacja szklanych paneli urządzeń
3. Panel słoneczny przez wiercenie
4. Perforacja osłony przełącznika/gniazdka
5. Usuwanie powłoki lustrzanej poprzez wiercenie
6. Teksturowanie i rowkowanie powierzchni na zamówienie dla specjalistycznych produktów
Zalety przetwarzania
1. Platforma wielkoformatowa obsługuje produkty o różnych wymiarach w różnych branżach
2. Wiercenie konturów złożonych w operacji jednoprzebiegowej
3. Minimalne odpryskiwanie krawędzi i doskonałe wykończenie powierzchni (Ra <0,8 μm)
4. Płynne przejście między specyfikacjami produktu dzięki intuicyjnej obsłudze
5. Ekonomiczna eksploatacja charakteryzująca się:
· Wysokie wskaźniki wydajności (>99,2%)
· Przetwarzanie bez materiałów eksploatacyjnych
· Zerowa emisja zanieczyszczeń
6. Bezkontaktowa obróbka gwarantuje zachowanie integralności powierzchni
Główne cechy
1. Technologia precyzyjnego zarządzania temperaturą:
· Wykorzystuje wieloimpulsowy proces wiercenia progresywnego z regulowaną energią pojedynczego impulsu (0,1–50 mJ)
· Innowacyjny system ochrony bocznej kurtyny powietrznej ogranicza strefę oddziaływania ciepła do 10% średnicy otworu
· Moduł monitorowania temperatury w podczerwieni w czasie rzeczywistym automatycznie kompensuje parametry energetyczne (±2% stabilności)
2. Platforma inteligentnego przetwarzania:
· Wyposażony w precyzyjny liniowy stolik silnikowy (dokładność powtarzalnego pozycjonowania: ±2 μm)
· Zintegrowany system regulacji obrazu (5-megapikselowy przetwornik CCD, dokładność rozpoznawania: ±5 μm)
· Wstępnie załadowana baza danych procesów z zoptymalizowanymi parametrami dla ponad 50 rodzajów materiałów szklanych
3. Projektowanie produkcji o wysokiej wydajności:
· Tryb pracy naprzemiennej z dwoma stanowiskami i czasem zmiany materiału ≤3 sekundy
· Standardowy cykl przetwarzania 1 otwór/0,5 s (otwór przelotowy Φ0,5 mm)
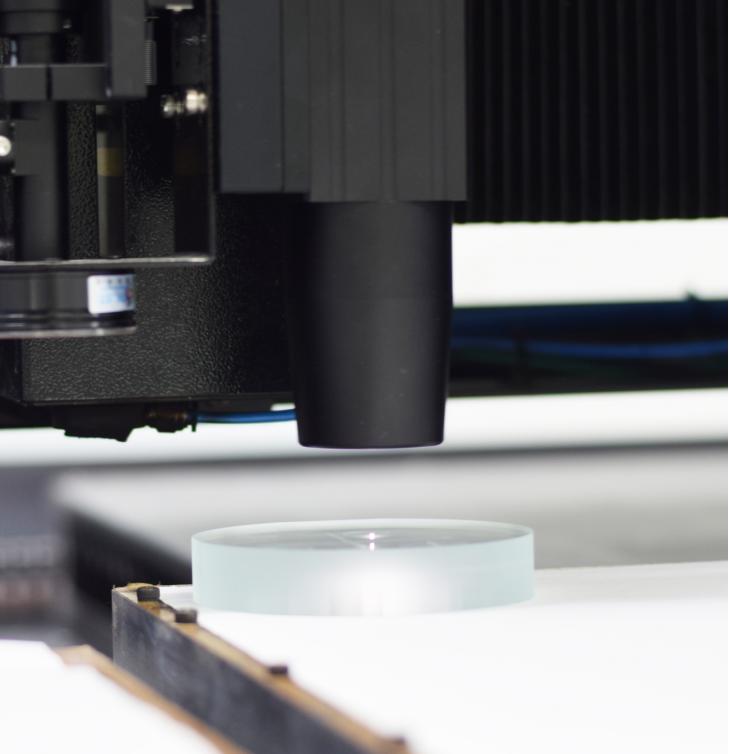
· Modułowa konstrukcja umożliwia szybką wymianę zespołów soczewek ogniskujących (zakres obróbki: Φ0,1–10 mm)
Zastosowania w obróbce kruchych, twardych materiałów
| Rodzaj materiału | Scenariusz aplikacji | Przetwarzanie treści |
| Szkłem sodowo wapiennym | Drzwi prysznicowe | Otwory montażowe i kanały odpływowe |
| Panele sterowania urządzeniami | Zestawy otworów drenażowych | |
| Szkło hartowane | Okienka do podglądu piekarnika | Tablice otworów wentylacyjnych |
| Płyty indukcyjne | Kanały chłodzące kątowe | |
| Szkło borokrzemianowe | Panele słoneczne | Otwory montażowe |
| Szkło laboratoryjne | Niestandardowe kanały odwadniające | |
| Szkło-ceramika | Powierzchnie płyty grzewczej | Otwory do pozycjonowania palnika |
| Kuchenki indukcyjne | Tablice otworów montażowych czujników | |
| Szafir | Pokrowce na inteligentne urządzenia | Otwory wentylacyjne |
| Przemysłowe okna widokowe | Wzmocnione otwory | |
| Szkło powlekane | Lustra łazienkowe | Otwory montażowe (usunięcie powłoki + wiercenie) |
| Ściany osłonowe | Ukryte otwory drenażowe ze szkła niskoemisyjnego | |
| Szkło ceramiczne | Osłony przełączników/gniazd | Otwory bezpieczeństwa + otwory na przewody |
| Bariery ogniowe | Otwory awaryjnego odciążenia ciśnienia |
XKH zapewnia kompleksowe wsparcie techniczne i usługi o wartości dodanej dla urządzeń do wiercenia szkła laserem nanosekundowym w podczerwieni, aby zapewnić optymalną wydajność przez cały cykl życia urządzenia. Oferujemy spersonalizowane usługi rozwoju procesów, w ramach których nasz zespół inżynierów ściśle współpracuje z klientami w celu tworzenia bibliotek parametrów specyficznych dla danego materiału, w tym specjalistycznych programów wiercenia dla wymagających materiałów, takich jak szafir i szkło hartowane, o grubości od 0,1 mm do 20 mm. W celu optymalizacji produkcji przeprowadzamy na miejscu kalibrację urządzeń i testy walidacji wydajności, zapewniając zgodność kluczowych parametrów, takich jak tolerancja średnicy otworu (±5 μm) i jakość krawędzi (Ra < 0,5 μm), ze standardami branżowymi.
Powiązane produkty
-
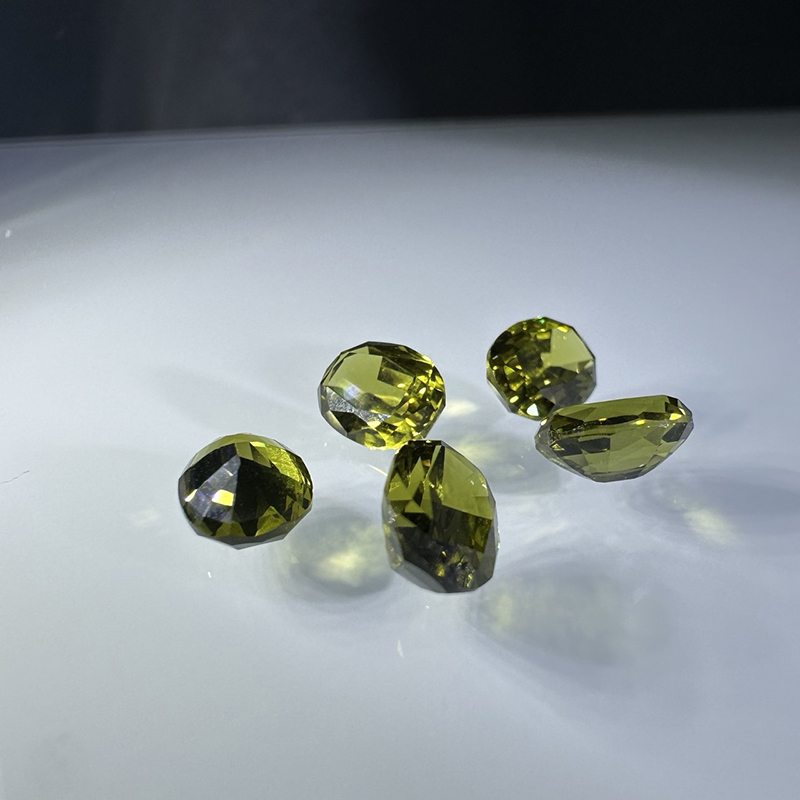
Szafirowa zieleń dla kamieni szlachetnych, oliwkowo-zielona sztuczna...
-
Pręty szafirowe Zastosowania przemysłowe szafir ...
-

Syntetyczny kamień szlachetny w kształcie różowego szafiru w kolorze kwiatu wiśni...
-

Pręt cylindryczny szafirowy Pręt stożkowy Pręty stożkowe
-

pryzmat optyczny szafirowy o wysokiej transmisji i re...
-

Soczewka Pryzmat Szkło optyczne DSP Rozmiar niestandardowy 99,999...