Kryształy szafirowe w stanie surowym, metoda KY




Szczegółowy diagram



Przegląd
A szafirowa kulato duży, wyhodowany w warunkach naturalnych monokryształ tlenku glinu (Al₂O₃), który służy jako surowiec do produkcji płytek szafirowych, okien optycznych, części odpornych na zużycie i szlifowania kamieni szlachetnych.Twardość 9 w skali Mohsa, doskonała stabilność termiczna(temperatura topnienia ~2050 °C) iprzejrzystość szerokopasmowaod UV do średniej podczerwieni, szafir jest materiałem wzorcowym, w którym trwałość, czystość i jakość optyczna muszą ze sobą współgrać.
Dostarczamy bezbarwne i domieszkowane kule szafirowe produkowane sprawdzonymi w branży metodami wzrostu, zoptymalizowane pod kątemEpitaksja GaN/AlGaN, optyka precyzyjna, Ikomponenty przemysłowe o wysokiej niezawodności.
Dlaczego Sapphire Boule od nas
-
Przede wszystkim jakość kryształu:niskie naprężenia wewnętrzne, niska zawartość pęcherzyków/prążków, ścisła kontrola orientacji przy dalszym cięciu i epitaksji.
-
Elastyczność procesu:Opcje wzrostu KY/HEM/CZ/Verneuil pozwalające zrównoważyć rozmiar, naprężenie i koszt dla danego zastosowania.
-
Skalowalna geometria:kule cylindryczne, w kształcie marchewki lub blokowe z niestandardowymi powierzchniami płaskimi, obróbką nasion/końcówek i płaszczyznami odniesienia.
-
Możliwość śledzenia i powtarzania:rekordy partii, raporty metrologiczne i kryteria akceptacji zgodne ze specyfikacją.
Technologie wzrostu
-
KY (Kyropoulos):Kule o dużej średnicy i niskim naprężeniu; preferowane do płytek klasy epitaksjalnej i optyki, w których istotna jest jednorodność dwójłomności.
-
HEM (metoda wymiennika ciepła):Doskonałe gradienty temperatur i kontrola naprężeń; atrakcyjne dla grubych elementów optycznych i wysokiej jakości surowców epitaksjalnych.
-
CZ (Czochralski):Dobra kontrola orientacji i powtarzalności; dobry wybór dla uzyskania spójnego, wydajnego krojenia.
-
Verneuil (Flame-Fusion):Ekonomiczne, o dużej wydajności; odpowiednie do ogólnego zastosowania w optyce, częściach mechanicznych i prefabrykatach jubilerskich.
Orientacja, geometria i rozmiar kryształu
-
Standardowe orientacje: płaszczyzna c (0001), samolot (11-20), płaszczyzna r (1-102), płaszczyzna m (10-10); dostępne samoloty na zamówienie.
-
Dokładność orientacji:≤ ±0,1° według Laue/XRD (bardziej precyzyjne na życzenie).
-
Kształty:bryły cylindryczne lub w kształcie marchewki, kwadratowe/prostokątne klocki i pręty.
-
Typowy rozmiar koperty: Ø30–220 mm, długość 50–400 mm(większe/mniejsze wykonywane na zamówienie).
-
Funkcje końcowe/odniesienia:obróbka powierzchni czołowych/powierzchni nasion, płaskie powierzchnie/wycięcia odniesienia oraz punkty odniesienia do ustawiania w dół.
Materiał i właściwości optyczne
-
Kompozycja:Monokrystaliczny Al₂O₃, czystość surowca ≥ 99,99%.
-
Gęstość:~3,98 g/cm³
-
Twardość:Mohs 9
-
Współczynnik załamania światła (589 nm): nₒ≈ 1,768,nₑ≈ 1,760 (ujemne jednoosiowe; Δn ≈ 0,008)
-
Okno transmisyjne: UV do ~5 µm(zależne od grubości i zanieczyszczeń)
-
Przewodność cieplna (300 K):~25 W·m⁻¹·K⁻¹
-
Współczynnik rozszerzalności cieplnej (20–300 °C):~5–8 × 10⁻⁶ /K (zależne od orientacji)
-
Moduł Younga:~345 GPa
-
Elektryczny:Wysoka izolacyjność (rezystywność objętościowa typowo ≥ 10¹⁴ Ω·cm)
Klasy i opcje
-
Stopień epitaksji:Bardzo mała liczba pęcherzyków/prążków i zminimalizowane załamanie podwójne naprężeń w przypadku płytek MOCVD GaN/AlGaN o dużej wydajności (2–8 cali i więcej w dół).
-
Klasa optyczna:Wysoka transmisja wewnętrzna i jednorodność dla okien, soczewek i okienek podglądu IR.
-
Klasa ogólna/mechaniczna:Trwały i ekonomiczny surowiec do produkcji szkieł zegarkowych, przycisków, części eksploatacyjnych i obudów.
-
Doping/Kolor:
-
Bezbarwny(standard)
Cr:Al₂O₃(rubin),Ti:Al₂O₃(Ti:szafir) wykonuje
Inne chromofory (Fe/Ti) na zamówienie
-
Aplikacje
Półprzewodniki: Podłoża do diod LED GaN, mikrodiod LED, tranzystorów HEMT, urządzeń RF (surowiec w postaci płytek szafirowych).
Optyka i fotonika: okna wysokotemperaturowe/ciśnieniowe, okna podglądu w podczerwieni, okna wnęki lasera, osłony detektorów.
Produkty konsumenckie i urządzenia ubieralne: szkła zegarków, osłony obiektywów aparatów, osłony czytników linii papilarnych, wysokiej jakości części zewnętrzne.
Przemysł i lotnictwo: dysze, gniazda zaworów, pierścienie uszczelniające, okna ochronne i porty obserwacyjne.
Wzrost laserowy/kryształów: Ti:szafir i rubin z domieszkowanych kul.
Dane w skrócie (typowe, dla porównania)
| Parametr | Wartość (typowa) |
|---|---|
| Kompozycja | Monokrystaliczny Al₂O₃ (czystość ≥ 99,99%) |
| Orientacja | c / a / r / m (na zamówienie) |
| Indeks @ 589 nm | nₒ≈ 1,768,nₑ≈ 1,760 |
| Zasięg transmisji | ~0,2–5 µm (zależnie od grubości) |
| Przewodność cieplna | ~25 W·m⁻¹·K⁻¹ (300 K) |
| Współczynnik rozszerzalności cieplnej (20–300 °C) | ~5–8 × 10⁻⁶/K |
| Moduł Younga | ~345 GPa |
| Gęstość | ~3,98 g/cm³ |
| Twardość | Mohs 9 |
| Elektryczny | Izolacyjne; rezystywność objętościowa ≥ 10¹⁴ Ω·cm |
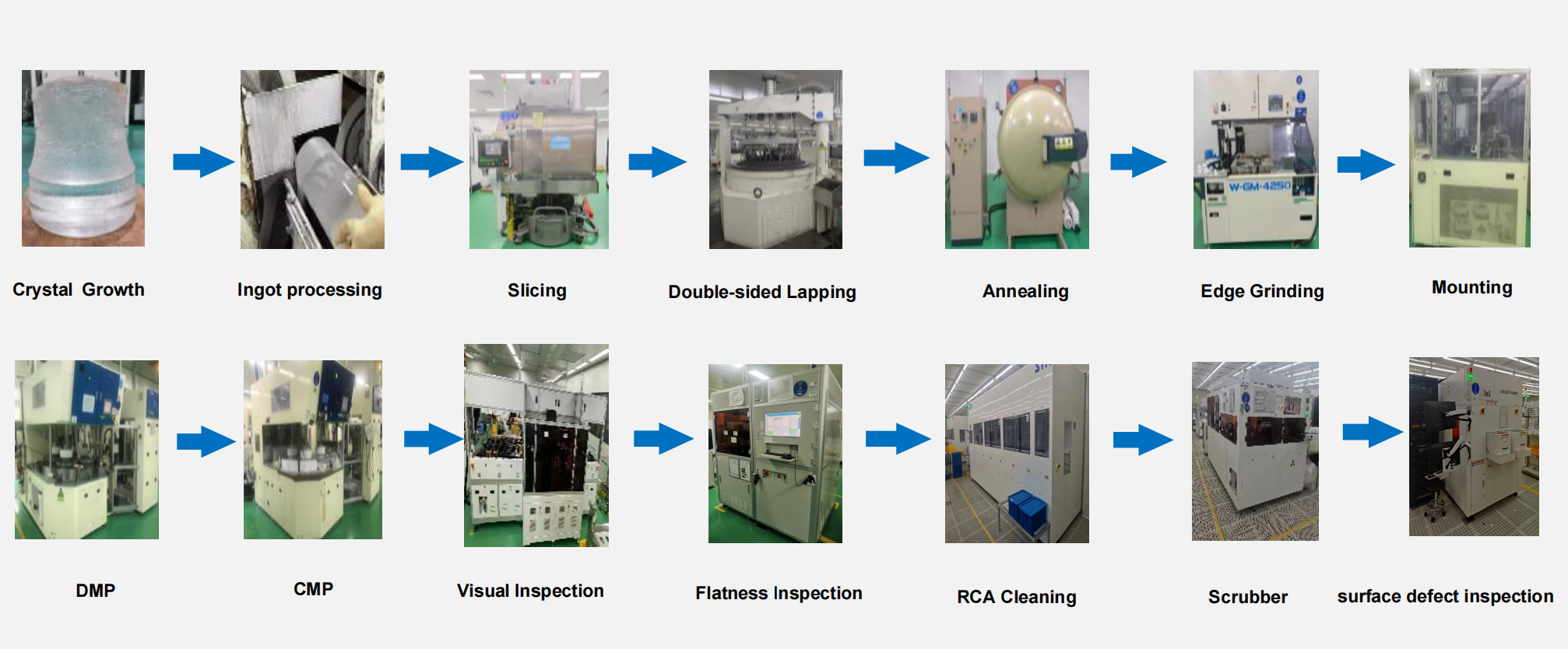
Proces produkcji płytek szafirowych
-
Wzrost kryształów
Wysokiej czystości tlenek glinu (Al₂O₃) jest topiony i wytwarzany w postaci pojedynczego kryształu szafirowego przy użyciuKyropoulos (KY) or Czochralski (CZ)metoda. -
Obróbka wlewków
Wlewek jest obrabiany mechanicznie do uzyskania standardowego kształtu — przycinanie, kształtowanie średnicy i obróbka powierzchni czołowej. -
Krajanie na plastry
Sztabka szafiru jest cięta na cienkie płytki za pomocąpiła linowa diamentowa. -
Dwustronne docieranie
Obie strony płytki są szlifowane w celu usunięcia śladów piły i uzyskania jednolitej grubości. -
Wyżarzanie
Wafle są poddawane obróbce cieplnej w celuuwolnić wewnętrzny stresi poprawić jakość i przejrzystość kryształu. -
Szlifowanie krawędzi
Krawędzie wafli są ścięte, co zapobiega odpryskiwaniu i pękaniu podczas dalszej obróbki. -
Montowanie
Wafle są umieszczane na nośnikach lub uchwytach w celu dokładnego polerowania i kontroli. -
DMP (Dwustronne polerowanie mechaniczne)
Powierzchnie płytek są polerowane mechanicznie w celu zwiększenia gładkości. -
CMP (polerowanie chemiczno-mechaniczne)
Delikatny etap polerowania łączący działanie chemiczne i mechaniczne w celu stworzeniapowierzchnia lustrzana. -
Kontrola wizualna
Operatorzy systemów automatycznych sprawdzają widoczne wady powierzchni. -
Kontrola płaskości
Aby zapewnić precyzję wymiarową, mierzona jest płaskość i jednolitość grubości. -
Czyszczenie RCA
Standardowe czyszczenie chemiczne usuwa zanieczyszczenia organiczne, metalowe i cząsteczkowe. -
Czyszczenie szorowarki
Mechaniczne szorowanie usuwa pozostałe mikroskopijne cząsteczki. -
Kontrola wad powierzchni
Zautomatyzowana kontrola optyczna pozwala wykryć mikrouszkodzenia, takie jak zarysowania, wgłębienia i zanieczyszczenia.
-
Wzrost kryształów
Wysokiej czystości tlenek glinu (Al₂O₃) jest topiony i wytwarzany w postaci pojedynczego kryształu szafirowego przy użyciuKyropoulos (KY) or Czochralski (CZ)metoda. -
Obróbka wlewków
Wlewek jest obrabiany mechanicznie do uzyskania standardowego kształtu — przycinanie, kształtowanie średnicy i obróbka powierzchni czołowej. -
Krajanie na plastry
Sztabka szafiru jest cięta na cienkie płytki za pomocąpiła linowa diamentowa. -
Dwustronne docieranie
Obie strony płytki są szlifowane w celu usunięcia śladów piły i uzyskania jednolitej grubości. -
Wyżarzanie
Wafle są poddawane obróbce cieplnej w celuuwolnić wewnętrzny stresi poprawić jakość i przejrzystość kryształu. -
Szlifowanie krawędzi
Krawędzie wafli są ścięte, co zapobiega odpryskiwaniu i pękaniu podczas dalszej obróbki. -
Montowanie
Wafle są umieszczane na nośnikach lub uchwytach w celu dokładnego polerowania i kontroli. -
DMP (Dwustronne polerowanie mechaniczne)
Powierzchnie płytek są polerowane mechanicznie w celu zwiększenia gładkości. -
CMP (polerowanie chemiczno-mechaniczne)
Delikatny etap polerowania łączący działanie chemiczne i mechaniczne w celu stworzeniapowierzchnia lustrzana. -
Kontrola wizualna
Operatorzy systemów automatycznych sprawdzają widoczne wady powierzchni. -
Kontrola płaskości
Aby zapewnić precyzję wymiarową, mierzona jest płaskość i jednolitość grubości. -
Czyszczenie RCA
Standardowe czyszczenie chemiczne usuwa zanieczyszczenia organiczne, metalowe i cząsteczkowe. -
Czyszczenie szorowarki
Mechaniczne szorowanie usuwa pozostałe mikroskopijne cząsteczki. -
Kontrola wad powierzchni
Zautomatyzowana kontrola optyczna pozwala wykryć mikrouszkodzenia, takie jak zarysowania, wgłębienia i zanieczyszczenia.
Sapphire Boule (pojedynczy kryształ Al₂O₃) — FAQ
P1: Czym jest kula szafirowa?
A: Wyhodowany monokryształ tlenku glinu (Al₂O₃). Jest to wstępny „sztabka” używana do produkcji płytek szafirowych, okien optycznych i komponentów o wysokiej odporności na zużycie.
P2: Jaki jest związek między kulą a opłatkami i okienkami?
A: Kula jest zorientowana → cięta → docierana → polerowana w celu uzyskania płytek klasy epitaksjalnej lub części optycznych/mechanicznych. Jednorodność kulki źródłowej ma duży wpływ na wydajność w dalszej części procesu.
P3: Jakie metody wzrostu są dostępne i czym się różnią?
A: KY (Kyropoulos)IBRZEGplon duży,niskostresowykule — preferowane do epitaksji i zaawansowanej optyki.CZ (Czochralski)oferuje doskonałekontrola orientacjii spójność między partiami.Verneuil (fuzja płomieniowa) is ekonomicznydo ogólnej optyki i wyrobów jubilerskich.
P4: Jakie orientacje podajecie? Jaka dokładność jest typowa?
A: płaszczyzna c (0001), płaszczyzna a (11-20), płaszczyzna r (1-102), płaszczyzna m (10-10)i zwyczaje. Dokładność orientacji zazwyczaj≤ ±0,1°zweryfikowane przez Laue/XRD (bardziej szczegółowe na życzenie).
Kryształy klasy optycznej z odpowiedzialnym zarządzaniem odpadami w firmie
Wszystkie nasze bule szafirowe są produkowane zgodnie zgatunek optyczny, zapewniając wysoką transmisję, ścisłą jednorodność oraz niską gęstość inkluzji/pęcherzyków i dyslokacji dla wymagających zastosowań optycznych i elektronicznych. Kontrolujemy orientację kryształu i dwójłomność od ziarna do bryły, zapewniając pełną identyfikowalność partii i spójność między seriami. Wymiary, orientacje (płaszczyzny c, a, r) i tolerancje można dostosować do Państwa potrzeb w zakresie cięcia/polerowania.
Co ważne, każdy materiał, który nie spełnia specyfikacji, jestprzetwarzane w całości wewnętrzniepoprzez zamknięty obieg pracy – sortowanie, recykling i utylizacja w sposób odpowiedzialny – dzięki czemu otrzymujesz niezawodną jakość bez obciążeń związanych z obsługą i przestrzeganiem przepisów. Takie podejście zmniejsza ryzyko, skraca czas realizacji i wspiera Twoje cele w zakresie zrównoważonego rozwoju.
| Waga wlewka (kg) | 2″ | 4″ | 6 cali | 8 cali | 12 cali | Notatki |
|---|---|---|---|---|---|---|
| 10–30 | Odpowiedni | Odpowiedni | Ograniczone/możliwe | Nietypowe | Nieużywane | Krojenie na małe formaty; 6″ w zależności od użytecznej średnicy/długości. |
| 30–80 | Odpowiedni | Odpowiedni | Odpowiedni | Ograniczone/możliwe | Nietypowe | Szerokie zastosowanie; okazjonalnie działki pilotażowe o szerokości 8 cali. |
| 80–150 | Odpowiedni | Odpowiedni | Odpowiedni | Odpowiedni | Nietypowe | Dobre wyważenie do produkcji 6–8″. |
| 150–250 | Odpowiedni | Odpowiedni | Odpowiedni | Odpowiedni | Ograniczone/B+R | Obsługuje początkowe próby 12″ przy ścisłych specyfikacjach. |
| 250–300 | Odpowiedni | Odpowiedni | Odpowiedni | Odpowiedni | Ograniczone/ściśle określone | Duże nakłady 8″; wybrane arkusze 12″. |
| >300 | Odpowiedni | Odpowiedni | Odpowiedni | Odpowiedni | Odpowiedni | Skala graniczna; możliwa do uzyskania w rozmiarze 12 cali przy ścisłej kontroli jednorodności/wydajności. |

Powiązane produkty
-

Ostrze niestandardowe, przezroczyste, wykonane z szafiru Al2O3 99,999%...
-

Podłoże szafirowe 8 cali, 200 mm, wafel szafirowy ...
-

Podłoże z węglika krzemu 2 cale 6H-N dwustronne...
-

Materiał Al2O3, szafir fioletowy, w kolorze fioletowym, do...
-
8-calowy wafel SiC klasy produkcyjnej, substytut 4H-N SiC...
-

Wysokiej twardości, półprzezroczysty, pojedynczy kryształ szafiru...