Technologia cięcia płytek półprzewodnikowych, jako kluczowy etap procesu produkcji półprzewodników, jest bezpośrednio powiązana z wydajnością, wydajnością i kosztami produkcji układów scalonych.
#01 Tło i znaczenie krojenia wafli
1.1 Definicja krojenia wafli
Cięcie płytek (znane również jako żłobienie) to niezbędny etap w produkcji półprzewodników, mający na celu podzielenie przetworzonych płytek na wiele pojedynczych struktur. Struktury te zazwyczaj zawierają pełną funkcjonalność układu i stanowią kluczowe komponenty ostatecznie wykorzystywane w produkcji urządzeń elektronicznych. Wraz ze wzrostem złożoności projektów układów scalonych i zmniejszaniem się ich wymiarów, wymagania dotyczące precyzji i wydajności technologii cięcia płytek stają się coraz bardziej rygorystyczne.
W praktyce, do cięcia płytek zazwyczaj wykorzystuje się precyzyjne narzędzia, takie jak ostrza diamentowe, aby zapewnić nienaruszoną i w pełni funkcjonalną strukturę każdej matrycy. Kluczowe etapy obejmują przygotowanie przed cięciem, precyzyjną kontrolę podczas procesu cięcia oraz kontrolę jakości po cięciu.
Przed cięciem wafel musi zostać oznaczony i odpowiednio ułożony, aby zapewnić precyzyjne ścieżki cięcia. Podczas cięcia parametry takie jak nacisk i prędkość narzędzia muszą być ściśle kontrolowane, aby zapobiec uszkodzeniu wafla. Po cięciu przeprowadzane są kompleksowe kontrole jakości, aby upewnić się, że każdy układ scalony spełnia standardy wydajności.
Podstawowe zasady technologii cięcia płytek obejmują nie tylko dobór sprzętu tnącego i ustawienie parametrów procesu, ale także wpływ właściwości mechanicznych i charakterystyki materiałów na jakość cięcia. Na przykład, dielektryczne płytki krzemowe o niskiej stałej dielektrycznej (low-k), ze względu na swoje gorsze właściwości mechaniczne, są bardzo podatne na koncentrację naprężeń podczas cięcia, co prowadzi do uszkodzeń, takich jak wykruszenia i pęknięcia. Niska twardość i kruchość materiałów o niskiej stałej dielektrycznej (low-k) sprawia, że są one bardziej podatne na uszkodzenia strukturalne pod wpływem sił mechanicznych lub naprężeń termicznych, szczególnie podczas cięcia. Kontakt narzędzia z powierzchnią płytki, w połączeniu z wysokimi temperaturami, może dodatkowo nasilać koncentrację naprężeń.

Dzięki postępowi w materiałoznawstwie, technologia cięcia płytek wykroczyła poza tradycyjne półprzewodniki krzemowe i objęła nowe materiały, takie jak azotek galu (GaN). Te nowe materiały, ze względu na swoją twardość i właściwości strukturalne, stawiają nowe wyzwania w procesach cięcia, wymagając dalszych udoskonaleń narzędzi i technik skrawania.
Jako kluczowy proces w przemyśle półprzewodnikowym, cięcie płytek jest stale udoskonalane w odpowiedzi na zmieniające się wymagania i postęp technologiczny, kładąc podwaliny pod przyszłe technologie mikroelektroniki i układów scalonych.
Udoskonalenia w technologii cięcia płytek półprzewodnikowych wykraczają poza rozwój materiałów pomocniczych i narzędzi. Obejmują one również optymalizację procesu, poprawę wydajności urządzeń oraz precyzyjną kontrolę parametrów cięcia. Udoskonalenia te mają na celu zapewnienie wysokiej precyzji, wydajności i stabilności procesu cięcia płytek półprzewodnikowych, spełniając zapotrzebowanie przemysłu półprzewodnikowego na mniejsze wymiary, wyższy poziom integracji i bardziej złożone struktury układów scalonych.
| Obszar poprawy | Konkretne środki | Ruchomości |
| Optymalizacja procesów | - Ulepszenie wstępnych przygotowań, np. dokładniejsze pozycjonowanie płytek i planowanie ścieżki. | - Zmniejszenie błędów cięcia i poprawa stabilności. |
| - Zminimalizuj błędy cięcia i zwiększ stabilność. | - Wprowadzenie mechanizmów monitorowania w czasie rzeczywistym i informacji zwrotnej w celu dostosowania ciśnienia, prędkości i temperatury narzędzi. | |
| - Zmniejsza ryzyko pękania płytek i poprawia jakość układów scalonych. | ||
| Poprawa wydajności sprzętu | - Wykorzystujemy wysoce precyzyjne systemy mechaniczne i zaawansowaną technologię sterowania automatycznego. | - Zwiększenie dokładności cięcia i ograniczenie strat materiału. |
| - Wprowadzenie technologii cięcia laserowego odpowiedniej do płytek wykonanych z materiałów o dużej twardości. | - Poprawa wydajności produkcji i redukcja błędów ręcznych. | |
| - Zwiększenie automatyzacji urządzeń w celu automatycznego monitorowania i regulacji. | ||
| Precyzyjna kontrola parametrów | - Precyzyjna regulacja parametrów, takich jak głębokość cięcia, prędkość, typ narzędzia i metody chłodzenia. | - Zapewnienie integralności układu i parametrów elektrycznych. |
| - Dostosuj parametry na podstawie materiału, grubości i struktury płytki. | - Zwiększ wydajność, zmniejsz ilość odpadów materiałowych i obniż koszty produkcji. | |
| Znaczenie strategiczne | - Ciągłe poszukiwanie nowych ścieżek technologicznych, optymalizacja procesów i zwiększanie możliwości sprzętu w celu sprostania wymaganiom rynku. | - Poprawa wydajności i efektywności produkcji układów scalonych, wsparcie rozwoju nowych materiałów i zaawansowanych projektów układów scalonych. |
1.2 Znaczenie krojenia wafli
Cięcie płytek półprzewodnikowych odgrywa kluczową rolę w procesie produkcji półprzewodników, bezpośrednio wpływając na kolejne etapy, a także na jakość i wydajność produktu końcowego. Jego znaczenie można opisać następująco:
Po pierwsze, precyzja i powtarzalność cięcia są kluczowe dla zapewnienia wydajności i niezawodności chipów. Podczas produkcji wafle przechodzą wiele etapów przetwarzania, tworząc liczne, skomplikowane struktury obwodów, które muszą być precyzyjnie podzielone na poszczególne chipy (matryce). Jeśli podczas procesu cięcia wystąpią znaczne błędy w wyrównaniu lub cięciu, obwody mogą ulec uszkodzeniu, co wpłynie na funkcjonalność i niezawodność chipa. Dlatego technologia cięcia o wysokiej precyzji nie tylko zapewnia integralność każdego chipa, ale także zapobiega uszkodzeniom obwodów wewnętrznych, poprawiając ogólną wydajność.
Po drugie, krojenie płytek ma znaczący wpływ na wydajność produkcji i kontrolę kosztów. Jako kluczowy etap procesu produkcyjnego, jego wydajność bezpośrednio wpływa na postęp kolejnych etapów. Optymalizacja procesu krojenia, zwiększenie poziomu automatyzacji i poprawa prędkości cięcia pozwalają na znaczną poprawę ogólnej wydajności produkcji.
Z drugiej strony, marnotrawstwo materiału podczas cięcia jest kluczowym czynnikiem w zarządzaniu kosztami. Wykorzystanie zaawansowanych technologii cięcia nie tylko redukuje niepotrzebne straty materiału podczas procesu cięcia, ale także zwiększa wykorzystanie płytek, obniżając tym samym koszty produkcji.
Wraz z postępem technologii półprzewodnikowej, średnice płytek stale rosną, a gęstość obwodów rośnie, co stawia coraz wyższe wymagania technologii cięcia. Większe płytki wymagają precyzyjniejszej kontroli ścieżek cięcia, szczególnie w obszarach o dużej gęstości obwodów, gdzie nawet niewielkie odchylenia mogą spowodować uszkodzenie wielu układów scalonych. Ponadto, większe płytki wymagają większej liczby linii cięcia i bardziej złożonych etapów procesu, co wymusza dalsze udoskonalenia w zakresie precyzji, spójności i wydajności technologii cięcia, aby sprostać tym wyzwaniom.
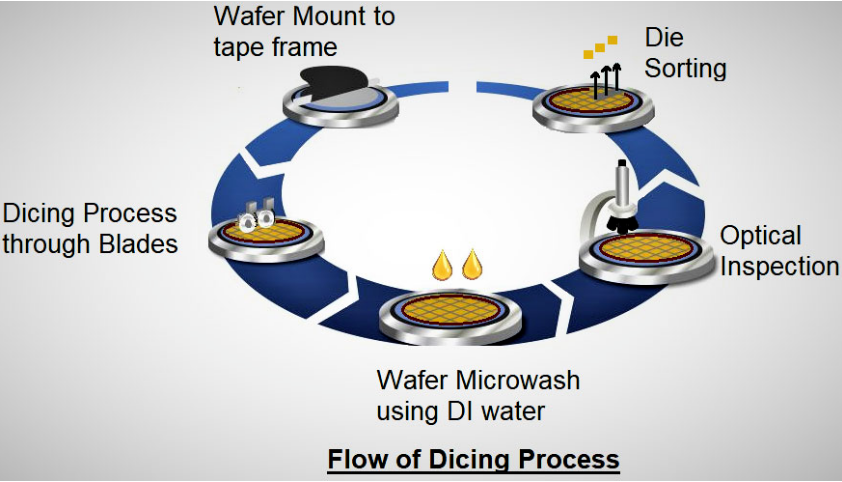
1.3 Proces krojenia wafli
Proces krojenia wafli obejmuje wszystkie etapy, od fazy przygotowawczej po końcową kontrolę jakości, przy czym każdy etap ma kluczowe znaczenie dla zapewnienia jakości i wydajności pokrojonych w kostkę chipów. Poniżej znajduje się szczegółowe wyjaśnienie każdego etapu.
| Faza | Szczegółowy opis |
| Faza przygotowawcza | -Czyszczenie płytek: Stosuj wodę o wysokiej czystości i specjalistyczne środki czyszczące w połączeniu z czyszczeniem ultradźwiękowym lub mechanicznym, aby usunąć zanieczyszczenia, cząsteczki i substancje chemiczne, zapewniając czystą powierzchnię. -Precyzyjne pozycjonowanie:Wykorzystaj sprzęt o wysokiej precyzji, aby mieć pewność, że płytka zostanie podzielona dokładnie wzdłuż zaprojektowanych ścieżek cięcia. -Mocowanie wafli:Zamocuj płytkę na ramie taśmowej, aby zachować stabilność podczas cięcia i zapobiec uszkodzeniom spowodowanym przez wibracje lub ruch. |
| Faza cięcia | -Cięcie ostrzy:Wykorzystują szybkoobrotowe, pokryte diamentem ostrza do cięcia fizycznego, odpowiednie do materiałów na bazie krzemu i ekonomiczne. -Kostkowanie laserowe:Wykorzystują wiązki laserowe o dużej energii do cięcia bezkontaktowego, idealnego do materiałów kruchych lub o dużej twardości, takich jak azotek galu, zapewniając większą precyzję i mniejsze straty materiału. -Nowe technologie:Wprowadzenie technologii cięcia laserowego i plazmowego w celu dalszej poprawy wydajności i precyzji, przy jednoczesnym ograniczeniu stref narażonych na ciepło. |
| Faza czyszczenia | - Używaj wody dejonizowanej (DI) i specjalistycznych środków czyszczących, w połączeniu z czyszczeniem ultradźwiękowym lub natryskowym, aby usunąć zanieczyszczenia i pył powstający podczas cięcia. Dzięki temu pozostałości nie wpłyną negatywnie na kolejne procesy lub wydajność elektryczną wiórów. - Wysokiej czystości woda dejonizowana zapobiega wprowadzaniu nowych zanieczyszczeń, zapewniając czyste środowisko wafli. |
| Faza inspekcji | -Inspekcja optyczna:Wykorzystaj systemy detekcji optycznej połączone z algorytmami sztucznej inteligencji, aby szybko identyfikować wady, zapewniając brak pęknięć lub odprysków w pokrojonych wiórach, zwiększając wydajność kontroli i redukując błędy ludzkie. -Pomiar wymiarów:Sprawdź, czy wymiary układu scalonego spełniają specyfikacje projektowe. -Testowanie wydajności elektrycznej:Zapewnij zgodność parametrów elektrycznych najważniejszych układów scalonych z normami, gwarantując niezawodność w kolejnych zastosowaniach. |
| Faza sortowania | - Użyj ramion robota lub przyssawek próżniowych, aby oddzielić zakwalifikowane chipy od ramy taśmy i automatycznie posortować je na podstawie wydajności, zapewniając wydajność i elastyczność produkcji przy jednoczesnym zwiększeniu precyzji. |
Proces cięcia płytek półprzewodnikowych obejmuje czyszczenie, pozycjonowanie, cięcie, czyszczenie, inspekcję i sortowanie, a każdy etap ma kluczowe znaczenie. Dzięki postępowi w automatyzacji, cięciu laserowym i inspekcji z wykorzystaniem sztucznej inteligencji (AI), nowoczesne systemy cięcia płytek półprzewodnikowych mogą osiągać wyższą precyzję, szybkość i mniejsze straty materiału. W przyszłości nowe technologie cięcia, takie jak laser i plazma, będą stopniowo zastępować tradycyjne cięcie ostrzami, aby sprostać potrzebom coraz bardziej złożonych projektów układów scalonych, co jeszcze bardziej przyspieszy rozwój procesów produkcji półprzewodników.
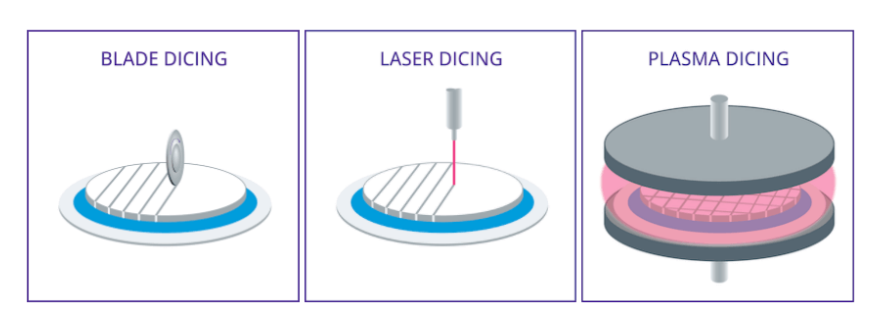
Technologia cięcia płytek i jej zasady
Na ilustracji przedstawiono trzy powszechnie stosowane technologie cięcia płytek:Cięcie ostrzy,Kostkowanie laserowe, IKrojenie plazmowePoniżej znajduje się szczegółowa analiza i dodatkowe wyjaśnienie tych trzech technik:
W produkcji półprzewodników, cięcie wafli jest kluczowym etapem, który wymaga doboru odpowiedniej metody cięcia w oparciu o grubość wafla. Pierwszym krokiem jest określenie grubości wafla. Jeśli grubość wafla przekracza 100 mikronów, jako metodę cięcia można wybrać cięcie metodą cięcia ostrzowego. Jeśli cięcie ostrzowe nie jest odpowiednie, można zastosować metodę cięcia metodą cięcia łamanego, która obejmuje zarówno cięcie metodą rysowania, jak i cięcie ostrzowe.
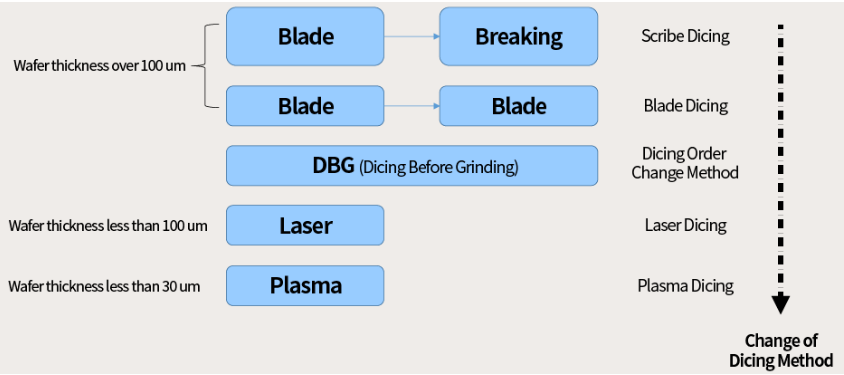
W przypadku grubości wafla od 30 do 100 mikronów zaleca się metodę DBG (Dice Before Grinding). W takim przypadku, aby uzyskać najlepsze rezultaty, można zastosować cięcie z użyciem ostrza, cięcie z użyciem ostrza lub dostosować kolejność cięcia.
W przypadku ultracienkich płytek o grubości poniżej 30 mikronów, cięcie laserowe staje się preferowaną metodą ze względu na możliwość precyzyjnego cięcia cienkich płytek bez powodowania nadmiernych uszkodzeń. Jeśli cięcie laserowe nie spełnia określonych wymagań, alternatywą może być cięcie plazmowe. Poniższy schemat blokowy przedstawia jasną ścieżkę decyzyjną, która pozwala wybrać najodpowiedniejszą technologię cięcia płytek w różnych warunkach grubości.
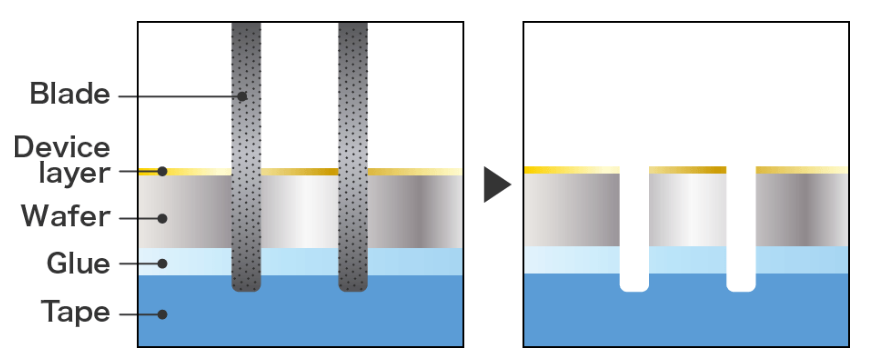
2.1 Technologia cięcia mechanicznego
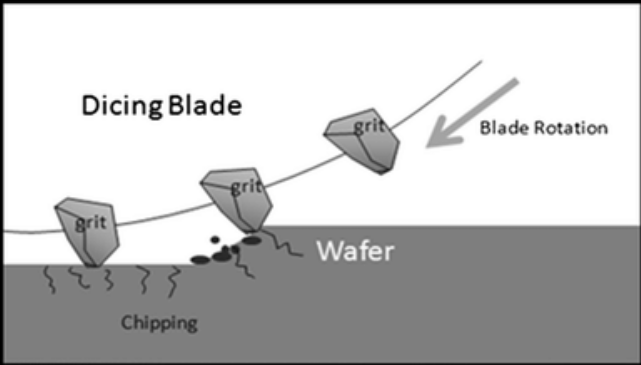
Technologia cięcia mechanicznego to tradycyjna metoda cięcia płytek. Jej podstawową zasadą jest użycie szybkoobrotowej diamentowej tarczy szlifierskiej jako narzędzia tnącego do cięcia płytki. Kluczowym elementem wyposażenia jest wrzeciono z łożyskiem powietrznym, które napędza diamentową tarczę szlifierską z dużą prędkością, umożliwiając precyzyjne cięcie lub rowkowanie wzdłuż ustalonej ścieżki. Technologia ta jest szeroko stosowana w przemyśle ze względu na niski koszt, wysoką wydajność i szerokie zastosowanie.
Zalety
Wysoka twardość i odporność na zużycie diamentowych ściernic umożliwiają dostosowanie technologii cięcia mechanicznego do potrzeb cięcia różnych materiałów wafli, zarówno tradycyjnych materiałów na bazie krzemu, jak i nowszych półprzewodników złożonych. Ich obsługa jest prosta, a wymagania techniczne stosunkowo niskie, co dodatkowo zwiększa ich popularność w produkcji masowej. Ponadto, w porównaniu z innymi metodami cięcia, takimi jak cięcie laserowe, cięcie mechaniczne charakteryzuje się lepszą kontrolą kosztów, co czyni je idealnym rozwiązaniem dla produkcji wielkoseryjnej.
Ograniczenia
Pomimo licznych zalet, technologia cięcia mechanicznego ma również swoje ograniczenia. Po pierwsze, ze względu na fizyczny kontakt narzędzia z waflem, precyzja cięcia jest stosunkowo ograniczona, co często prowadzi do odchyleń wymiarowych, które mogą wpływać na dokładność pakowania i testowania chipów. Po drugie, podczas procesu cięcia mechanicznego łatwo mogą wystąpić defekty, takie jak wykruszenia i pęknięcia, co nie tylko wpływa na wydajność, ale może również negatywnie wpłynąć na niezawodność i żywotność chipów. Uszkodzenia wywołane naprężeniami mechanicznymi są szczególnie szkodliwe w przypadku produkcji chipów o dużej gęstości, zwłaszcza podczas cięcia materiałów kruchych, gdzie problemy te są bardziej widoczne.
Ulepszenia technologiczne
Aby pokonać te ograniczenia, naukowcy nieustannie optymalizują proces cięcia mechanicznego. Kluczowe udoskonalenia obejmują udoskonalenie konstrukcji i dobór materiałów ściernic, co przekłada się na większą precyzję i trwałość cięcia. Ponadto, optymalizacja konstrukcji i systemów sterowania urządzeń tnących dodatkowo poprawiła stabilność i automatyzację procesu cięcia. Te postępy redukują błędy spowodowane przez człowieka i poprawiają powtarzalność cięć. Wprowadzenie zaawansowanych technologii inspekcji i kontroli jakości do monitorowania anomalii w czasie rzeczywistym podczas procesu cięcia również znacząco poprawiło niezawodność i wydajność cięcia.
Przyszły rozwój i nowe technologie
Chociaż technologia cięcia mechanicznego nadal zajmuje znaczącą pozycję w cięciu płytek półprzewodnikowych, nowe technologie cięcia dynamicznie się rozwijają wraz z rozwojem procesów półprzewodnikowych. Na przykład, zastosowanie technologii termicznego cięcia laserowego oferuje nowe rozwiązania problemów z precyzją i defektami w cięciu mechanicznym. Ta bezkontaktowa metoda cięcia zmniejsza naprężenia fizyczne płytki, znacznie zmniejszając ryzyko wykruszania się i pękania, zwłaszcza podczas cięcia bardziej kruchych materiałów. W przyszłości integracja technologii cięcia mechanicznego z nowymi technikami cięcia zapewni branży półprzewodnikowej więcej możliwości i elastyczność, dodatkowo zwiększając wydajność produkcji i jakość układów scalonych.
Podsumowując, chociaż technologia cięcia mechanicznego ma pewne wady, ciągłe udoskonalenia technologiczne i jej integracja z nowymi technikami cięcia pozwalają jej nadal odgrywać ważną rolę w produkcji półprzewodników i utrzymać konkurencyjność w przyszłych procesach.
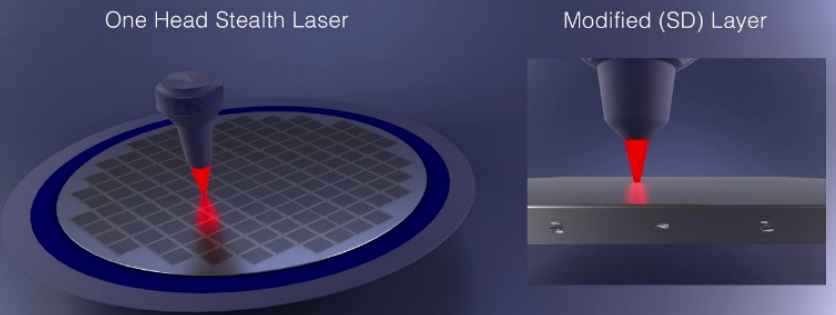
2.2 Technologia cięcia laserowego
Technologia cięcia laserowego, jako nowa metoda cięcia płytek półprzewodnikowych, stopniowo zyskała popularność w przemyśle półprzewodnikowym ze względu na wysoką precyzję, brak uszkodzeń mechanicznych i możliwość szybkiego cięcia. Technologia ta wykorzystuje wysoką gęstość energii i zdolność ogniskowania wiązki laserowej do tworzenia małej strefy wpływu ciepła na powierzchni materiału płytki. Po przyłożeniu wiązki laserowej do płytki, generowane naprężenia termiczne powodują pękanie materiału w wyznaczonym miejscu, co pozwala na precyzyjne cięcie.
Zalety technologii cięcia laserowego
• Wysoka precyzjaPrecyzyjne pozycjonowanie wiązki laserowej pozwala na osiągnięcie precyzji cięcia rzędu mikronów, a nawet nanometrów, spełniając tym samym wymagania nowoczesnej produkcji układów scalonych o wysokiej precyzji i dużej gęstości.
• Brak kontaktu mechanicznego:Cięcie laserowe eliminuje fizyczny kontakt z waflem, zapobiegając typowym problemom podczas cięcia mechanicznego, takim jak odpryskiwanie i pękanie, co znacznie zwiększa wydajność i niezawodność układów scalonych.
• Duża prędkość cięciaWysoka prędkość cięcia laserowego przyczynia się do zwiększenia wydajności produkcji, przez co jest ono szczególnie przydatne w scenariuszach produkcji na dużą skalę i z dużą prędkością.
Wyzwania, przed którymi stanęli
• Wysoki koszt sprzętuPoczątkowa inwestycja w sprzęt do cięcia laserowego jest wysoka, co stwarza presję ekonomiczną, zwłaszcza dla małych i średnich przedsiębiorstw produkcyjnych.
• Kompleksowa kontrola procesów:Cięcie laserowe wymaga precyzyjnej kontroli kilku parametrów, m.in. gęstości energii, położenia ogniska i prędkości cięcia, co czyni ten proces złożonym.
• Problemy ze strefą wpływu ciepłaChociaż bezkontaktowy charakter cięcia laserowego redukuje uszkodzenia mechaniczne, naprężenia termiczne powodowane przez strefę wpływu ciepła (HAZ) mogą negatywnie wpływać na właściwości materiału wafla. Konieczna jest dalsza optymalizacja procesu, aby zminimalizować ten efekt.
Kierunki ulepszeń technologicznych
Aby stawić czoła tym wyzwaniom, naukowcy skupiają się na obniżaniu kosztów sprzętu, zwiększaniu wydajności cięcia i optymalizacji przepływu procesów.
• Wydajne lasery i systemy optyczne:Dzięki opracowaniu wydajniejszych laserów i zaawansowanych systemów optycznych możliwe jest obniżenie kosztów sprzętu przy jednoczesnym zwiększeniu precyzji i szybkości cięcia.
• Optymalizacja parametrów procesuProwadzone są szczegółowe badania nad interakcją laserów z materiałami wafli krzemowych, mające na celu udoskonalenie procesów redukujących strefę wpływu ciepła, a tym samym poprawę jakości cięcia.
• Inteligentne systemy sterowania:Rozwój technologii inteligentnego sterowania ma na celu zautomatyzowanie i zoptymalizowanie procesu cięcia laserowego, zwiększając jego stabilność i spójność.
Technologia cięcia laserowego jest szczególnie skuteczna w przypadku ultracienkich płytek i zastosowań wymagających wysokiej precyzji cięcia. Wraz ze wzrostem rozmiarów płytek i gęstości obwodów, tradycyjne, mechaniczne metody cięcia mają trudności ze spełnieniem wymagań dotyczących wysokiej precyzji i wydajności, jakie stawia nowoczesna produkcja półprzewodników. Ze względu na swoje unikalne zalety, cięcie laserowe staje się preferowanym rozwiązaniem w tych dziedzinach.
Chociaż technologia cięcia laserowego wciąż boryka się z wyzwaniami, takimi jak wysokie koszty sprzętu i złożoność procesu, jej wyjątkowe zalety w postaci wysokiej precyzji i bezkontaktowego zapobiegania uszkodzeniom czynią ją ważnym kierunkiem rozwoju w produkcji półprzewodników. Wraz z rozwojem technologii laserowej i inteligentnych systemów sterowania, oczekuje się, że cięcie laserowe jeszcze bardziej poprawi wydajność i jakość cięcia płytek półprzewodnikowych, napędzając ciągły rozwój przemysłu półprzewodnikowego.
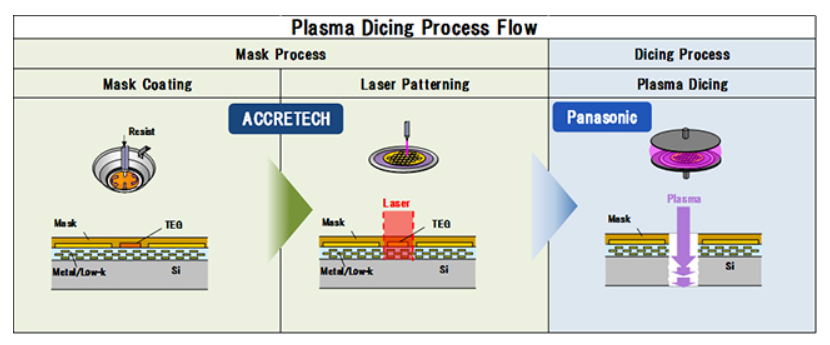
2.3 Technologia cięcia plazmowego
Technologia cięcia plazmowego, jako rozwijająca się metoda cięcia płytek, zyskała w ostatnich latach znaczne zainteresowanie. Technologia ta wykorzystuje wysokoenergetyczne wiązki plazmy do precyzyjnego cięcia płytek poprzez kontrolowanie energii, prędkości i ścieżki cięcia wiązki plazmowej, co pozwala uzyskać optymalne rezultaty cięcia.
Zasada działania i zalety
Proces cięcia plazmowego opiera się na wykorzystaniu wysokotemperaturowej i wysokoenergetycznej wiązki plazmy generowanej przez urządzenie. Wiązka ta może nagrzać materiał płytki do temperatury topnienia lub parowania w bardzo krótkim czasie, umożliwiając szybkie cięcie. W porównaniu z tradycyjnym cięciem mechanicznym lub laserowym, cięcie plazmowe jest szybsze i wytwarza mniejszą strefę wpływu ciepła, skutecznie redukując występowanie pęknięć i uszkodzeń podczas cięcia.
W zastosowaniach praktycznych technologia cięcia plazmowego jest szczególnie przydatna w obróbce płytek o złożonych kształtach. Wysokoenergetyczna, regulowana wiązka plazmy pozwala z łatwością i precyzją ciąć płytki o nieregularnych kształtach. Dlatego w produkcji mikroelektroniki, a zwłaszcza w produkcji małoseryjnej i na zamówienie wysokiej klasy układów scalonych, technologia ta rokuje ogromny potencjał szerokiego zastosowania.
Wyzwania i ograniczenia
Mimo wielu zalet technologii cięcia plazmowego, wiąże się ona również z pewnymi wyzwaniami.
• Złożony procesProces cięcia plazmowego jest złożony i wymaga precyzyjnego sprzętu oraz doświadczonych operatorów, aby zapewnićdokładność i stabilność cięcia.
• Kontrola środowiska i bezpieczeństwoWysoka temperatura i energia wiązki plazmowej wymagają rygorystycznej kontroli środowiskowej i środków bezpieczeństwa, co zwiększa złożoność i koszt wdrożenia.
Przyszłe kierunki rozwoju
Oczekuje się, że wraz z postępem technologicznym wyzwania związane z cięciem plazmowym będą stopniowo pokonywane. Dzięki opracowaniu inteligentniejszych i bardziej stabilnych urządzeń do cięcia, można zmniejszyć zależność od operacji manualnych, a tym samym poprawić wydajność produkcji. Jednocześnie optymalizacja parametrów procesu i środowiska cięcia pomoże obniżyć ryzyko związane z bezpieczeństwem i koszty operacyjne.
W branży półprzewodników innowacje w technologii cięcia i krojenia płytek półprzewodnikowych mają kluczowe znaczenie dla rozwoju branży. Technologia cięcia plazmowego, charakteryzująca się wysoką precyzją, wydajnością i możliwością obróbki złożonych kształtów płytek półprzewodnikowych, stała się nowym, znaczącym graczem w tej dziedzinie. Chociaż pewne wyzwania wciąż istnieją, problemy te będą stopniowo rozwiązywane dzięki ciągłym innowacjom technologicznym, które stworzą nowe możliwości i szanse dla produkcji półprzewodników.
Perspektywy zastosowania technologii cięcia plazmowego są ogromne i oczekuje się, że w przyszłości będzie ona odgrywać coraz ważniejszą rolę w produkcji półprzewodników. Dzięki ciągłym innowacjom technologicznym i optymalizacji, cięcie plazmowe nie tylko rozwiąże istniejące problemy, ale także stanie się silnym motorem rozwoju branży półprzewodników.
2.4 Jakość cięcia i czynniki wpływające
Jakość cięcia wafli ma kluczowe znaczenie dla późniejszego pakowania chipów, testowania oraz ogólnej wydajności i niezawodności produktu końcowego. Typowe problemy napotykane podczas cięcia to pęknięcia, wykruszenia i odchylenia od normy. Na problemy te wpływa kilka czynników, które współdziałają ze sobą.
| Kategoria | Treść | Uderzenie |
| Parametry procesu | Prędkość skrawania, posuw i głębokość skrawania bezpośrednio wpływają na stabilność i precyzję procesu. Niewłaściwe ustawienia mogą prowadzić do koncentracji naprężeń i nadmiernej strefy wpływu ciepła, co skutkuje pęknięciami i wykruszeniami. Odpowiednie dostosowanie parametrów do materiału wafla, jego grubości i wymagań dotyczących cięcia jest kluczem do uzyskania pożądanych rezultatów. | Prawidłowe parametry procesu gwarantują precyzyjne cięcie i redukują ryzyko wystąpienia defektów, takich jak pęknięcia i odpryski. |
| Czynniki sprzętowe i materiałowe | -Jakość ostrzaMateriał, twardość i odporność na zużycie ostrza wpływają na płynność procesu cięcia i płaskość powierzchni cięcia. Ostrza niskiej jakości zwiększają tarcie i naprężenia termiczne, co może prowadzić do pęknięć lub wykruszeń. Wybór odpowiedniego materiału ostrza ma kluczowe znaczenie. -Wydajność płynu chłodzącego:Chłodziwa pomagają obniżyć temperaturę cięcia, zminimalizować tarcie i usunąć zanieczyszczenia. Nieskuteczne chłodziwo może prowadzić do wysokich temperatur i gromadzenia się zanieczyszczeń, co wpływa na jakość i wydajność cięcia. Wybór wydajnych i przyjaznych dla środowiska chłodziw jest kluczowy. | Jakość ostrza wpływa na precyzję i płynność cięcia. Nieskuteczne chłodziwo może prowadzić do niskiej jakości i wydajności cięcia, co podkreśla potrzebę optymalnego wykorzystania chłodziwa. |
| Kontrola procesów i kontrola jakości | -Kontrola procesów:Monitorowanie w czasie rzeczywistym i dostosowywanie parametrów cięcia kluczy w celu zapewnienia stabilności i spójności procesu cięcia. -Kontrola jakości:Kontrola wyglądu, pomiary wymiarów i testy wydajności elektrycznej po cięciu pomagają szybko identyfikować i rozwiązywać problemy z jakością, zwiększając dokładność i spójność cięcia. | Właściwa kontrola procesu i kontrola jakości pomagają zapewnić spójne, wysokiej jakości rezultaty cięcia i wczesne wykrywanie potencjalnych problemów. |
Poprawa jakości cięcia
Poprawa jakości cięcia wymaga kompleksowego podejścia, uwzględniającego parametry procesu, dobór sprzętu i materiałów, kontrolę procesu oraz inspekcję. Dzięki ciągłemu udoskonalaniu technologii cięcia i optymalizacji metod procesowych, można jeszcze bardziej zwiększyć precyzję i stabilność cięcia płytek, zapewniając bardziej niezawodne wsparcie techniczne dla przemysłu półprzewodnikowego.
#03 Postępowanie i testowanie po cięciu
3.1 Czyszczenie i suszenie
Czyszczenie i suszenie po cięciu wafli ma kluczowe znaczenie dla zapewnienia jakości chipów i płynnego przebiegu kolejnych procesów. Na tym etapie niezwykle ważne jest dokładne usunięcie resztek krzemu, resztek chłodziwa i innych zanieczyszczeń powstałych podczas cięcia. Równie ważne jest upewnienie się, że chipy nie zostaną uszkodzone podczas czyszczenia, a po wysuszeniu – upewnienie się, że na ich powierzchni nie pozostanie wilgoć, aby zapobiec problemom takim jak korozja czy wyładowania elektrostatyczne.

Postępowanie po cięciu: proces czyszczenia i suszenia
| Krok procesu | Treść | Uderzenie |
| Proces czyszczenia | -Metoda: Do czyszczenia należy używać specjalistycznych środków czyszczących oraz czystej wody, w połączeniu z ultradźwiękami lub szczotkowaniem mechanicznym. | Zapewnia dokładne usuwanie zanieczyszczeń i zapobiega uszkodzeniu wiórów podczas czyszczenia. |
| -Wybór środka czyszczącego: Dokonuj wyboru w oparciu o materiał płytki i rodzaj zanieczyszczeń, aby zapewnić skuteczne czyszczenie bez uszkodzenia układu scalonego. | Wybór właściwego środka jest kluczowy dla skutecznego czyszczenia i ochrony przed odpryskami. | |
| -Kontrola parametrów:Należy ściśle kontrolować temperaturę czyszczenia, czas i stężenie środka czyszczącego, aby zapobiec problemom jakościowym spowodowanym przez niewłaściwe czyszczenie. | Kontrola pomaga uniknąć uszkodzenia płytki lub pozostawienia zanieczyszczeń, zapewniając stałą jakość. | |
| Proces suszenia | -Tradycyjne metody:Suszenie naturalnym powietrzem i suszenie gorącym powietrzem mają niską wydajność i mogą powodować gromadzenie się elektryczności statycznej. | Może to skutkować dłuższym czasem schnięcia i potencjalnymi problemami ze statycznością. |
| -Nowoczesne technologie:Wykorzystujemy zaawansowane technologie, takie jak suszenie próżniowe i suszenie na podczerwień, aby zapewnić szybkie schnięcie wiórów i uniknąć szkodliwych skutków. | Szybszy i bardziej wydajny proces suszenia, redukujący ryzyko wystąpienia wyładowań statycznych lub problemów związanych z wilgocią. | |
| Wybór i konserwacja sprzętu | -Wybór sprzętuWysokowydajne urządzenia czyszczące i suszące zwiększają efektywność przetwarzania i pozwalają na dokładną kontrolę potencjalnych problemów podczas obsługi. | Wysokiej jakości maszyny zapewniają lepszą obróbkę i zmniejszają prawdopodobieństwo wystąpienia błędów podczas czyszczenia i suszenia. |
| -Konserwacja sprzętu:Regularne kontrole i konserwacja sprzętu zapewniają jego optymalny stan techniczny, gwarantując jakość wiórów. | Właściwa konserwacja zapobiega awariom sprzętu, gwarantując niezawodność i wysoką jakość przetwarzania. |
Czyszczenie i suszenie po cięciu
Czyszczenie i suszenie po cięciu wafli to złożone i delikatne procesy, które wymagają starannego uwzględnienia wielu czynników, aby zapewnić końcowy efekt obróbki. Dzięki zastosowaniu naukowych metod i rygorystycznych procedur możliwe jest zapewnienie, że każdy chip przejdzie przez kolejne etapy pakowania i testowania w optymalnym stanie.
Kontrola i testowanie po cięciu
| Krok | Treść | Uderzenie |
| Krok inspekcji | 1.Kontrola wizualna: Użyj wizualnego lub automatycznego sprzętu do kontroli, aby sprawdzić widoczne wady, takie jak pęknięcia, odpryski lub zanieczyszczenia na powierzchni chipa. Szybko zidentyfikuj fizycznie uszkodzone chipy, aby uniknąć marnotrawstwa. | Pomaga w identyfikacji i eliminacji wadliwych wiórów na wczesnym etapie procesu, zmniejszając straty materiału. |
| 2.Pomiar rozmiaru:Używaj precyzyjnych urządzeń pomiarowych do dokładnego pomiaru wymiarów układów scalonych, co zapewni, że rozmiar cięcia będzie zgodny ze specyfikacjami projektowymi i zapobiegnie problemom z wydajnością lub trudnościom związanym z pakowaniem. | Zapewnia, że rozmiary chipów mieszczą się w wymaganych granicach, zapobiegając pogorszeniu wydajności lub problemom z montażem. | |
| 3.Testowanie wydajności elektrycznej:Oceń kluczowe parametry elektryczne, takie jak rezystancja, pojemność i indukcyjność, aby zidentyfikować niezgodne układy scalone i zapewnić, że do następnego etapu przejdą tylko układy o zakwalifikowanej wydajności. | Gwarantuje, że w procesie będą brane pod uwagę wyłącznie funkcjonalne i przetestowane pod kątem wydajności układy scalone, co zmniejsza ryzyko awarii na późniejszych etapach. | |
| Krok testowy | 1.Testowanie funkcjonalne:Sprawdź, czy podstawowe funkcje układu scalonego działają zgodnie z przeznaczeniem, identyfikując i eliminując układy scalone z nieprawidłowymi funkcjami. | Gwarantuje, że układy scalone spełniają podstawowe wymagania operacyjne przed przejściem do dalszych etapów. |
| 2.Testowanie niezawodności:Ocena stabilności działania układu scalonego przy długotrwałym użytkowaniu lub w trudnych warunkach, zazwyczaj obejmująca starzenie w wysokiej temperaturze, testy w niskiej temperaturze i testy wilgotności w celu symulacji ekstremalnych warunków panujących w rzeczywistych warunkach. | Zapewnia niezawodną pracę układów scalonych w różnych warunkach środowiskowych, zwiększając trwałość i stabilność produktu. | |
| 3.Testowanie zgodności:Sprawdź, czy układ działa prawidłowo z innymi komponentami lub systemami, upewniając się, że nie występują żadne błędy lub obniżenie wydajności z powodu braku kompatybilności. | Zapewnia płynną pracę w rzeczywistych zastosowaniach, zapobiegając problemom ze zgodnością. |
3.3 Opakowanie i przechowywanie
Po cięciu wafli, układy scalone stanowią kluczowy element procesu produkcji półprzewodników, a ich pakowanie i przechowywanie są równie ważne. Prawidłowe pakowanie i przechowywanie są niezbędne nie tylko dla zapewnienia bezpieczeństwa i stabilności układów podczas transportu i przechowywania, ale także dla zapewnienia solidnego wsparcia na kolejnych etapach produkcji, testowania i pakowania.
Podsumowanie etapów kontroli i testowania:
Etapy kontroli i testowania układów scalonych po cięciu wafli obejmują szereg aspektów, w tym kontrolę wizualną, pomiar rozmiaru, testy wydajności elektrycznej, testy funkcjonalne, testy niezawodności i testy kompatybilności. Etapy te są ze sobą powiązane i wzajemnie się uzupełniają, tworząc solidną barierę gwarantującą jakość i niezawodność produktu. Dzięki rygorystycznym procedurom kontroli i testowania potencjalne problemy mogą być szybko identyfikowane i rozwiązywane, co gwarantuje, że produkt końcowy spełnia wymagania i oczekiwania klientów.
| Aspekt | Treść |
| Środki dotyczące pakowania | 1.AntystatycznyMateriały opakowaniowe powinny mieć doskonałe właściwości antystatyczne, aby zapobiec uszkodzeniu urządzeń przez elektryczność statyczną lub pogorszeniu ich działania. |
| 2.Odporny na wilgoćMateriały opakowaniowe powinny charakteryzować się dobrą odpornością na wilgoć, aby zapobiec korozji i pogorszeniu parametrów elektrycznych na skutek wilgoci. | |
| 3.Odporny na wstrząsy:Materiały opakowaniowe powinny zapewniać skuteczną amortyzację, aby chronić chipy przed wibracjami i uderzeniami podczas transportu. | |
| Środowisko przechowywania | 1.Kontrola wilgotności:Należy ściśle kontrolować wilgotność powietrza, aby utrzymać ją w odpowiednim zakresie, aby zapobiec absorpcji wilgoci i korozji spowodowanej nadmierną wilgotnością lub problemami ze statycznością wywołanymi przez niską wilgotność. |
| 2.Czystość:Utrzymuj czyste środowisko przechowywania, aby zapobiec zanieczyszczeniu wiórów kurzem i zanieczyszczeniami. | |
| 3.Kontrola temperatury:Ustaw rozsądny zakres temperatur i utrzymuj ich stabilność, aby zapobiec przyspieszonemu starzeniu się z powodu nadmiernego ciepła lub problemów z kondensacją wywołanych przez niskie temperatury. | |
| Regularna kontrola | Regularnie sprawdzaj i oceniaj przechowywane chipy, stosując inspekcje wizualne, pomiary rozmiarów i testy wydajności elektrycznej, aby identyfikować i rozwiązywać potencjalne problemy w odpowiednim czasie. Na podstawie czasu i warunków przechowywania, planuj wykorzystanie chipów, aby zapewnić ich optymalne użytkowanie. |

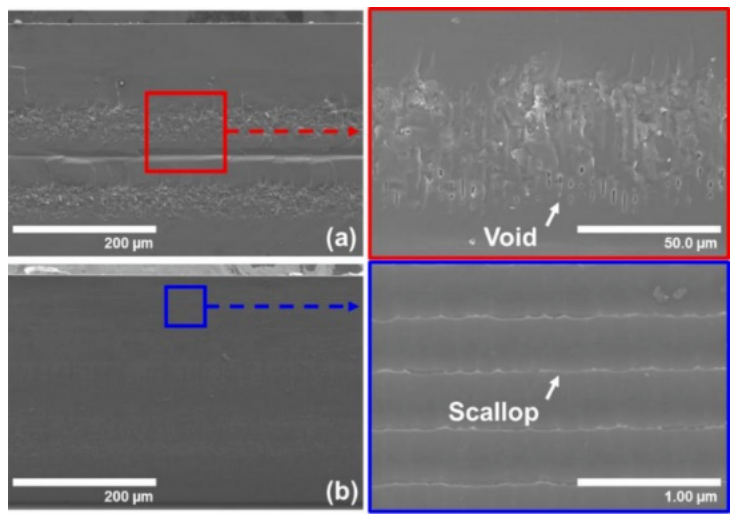
Problem mikropęknięć i uszkodzeń podczas procesu cięcia płytek półprzewodnikowych stanowi poważne wyzwanie w produkcji półprzewodników. Główną przyczyną tego zjawiska jest naprężenie tnące, które powoduje powstawanie drobnych pęknięć i uszkodzeń na powierzchni płytki, co prowadzi do wzrostu kosztów produkcji i obniżenia jakości produktu.
Aby sprostać temu wyzwaniu, kluczowe jest zminimalizowanie naprężeń podczas cięcia oraz wdrożenie zoptymalizowanych technik, narzędzi i warunków cięcia. Uważne zwrócenie uwagi na takie czynniki, jak materiał ostrza, prędkość cięcia, ciśnienie i metody chłodzenia, może pomóc ograniczyć powstawanie mikropęknięć i poprawić ogólną wydajność procesu. Ponadto, trwające badania nad bardziej zaawansowanymi technologiami cięcia, takimi jak cięcie laserowe, poszukują sposobów na dalsze łagodzenie tych problemów.
Jako materiał kruchy, wafle są podatne na wewnętrzne zmiany strukturalne pod wpływem naprężeń mechanicznych, termicznych lub chemicznych, co prowadzi do powstawania mikropęknięć. Chociaż pęknięcia te mogą nie być od razu widoczne, mogą się rozszerzać i powodować poważniejsze uszkodzenia w miarę postępu procesu produkcyjnego. Problem ten staje się szczególnie dotkliwy na kolejnych etapach pakowania i testowania, gdzie wahania temperatury i dodatkowe naprężenia mechaniczne mogą spowodować, że mikropęknięcia przekształcą się w widoczne pęknięcia, potencjalnie prowadząc do awarii chipa.
Aby zminimalizować to ryzyko, niezbędna jest staranna kontrola procesu cięcia poprzez optymalizację parametrów, takich jak prędkość cięcia, ciśnienie i temperatura. Zastosowanie mniej agresywnych metod cięcia, takich jak cięcie laserowe, może zmniejszyć naprężenia mechaniczne wafla i zminimalizować powstawanie mikropęknięć. Ponadto, wdrożenie zaawansowanych metod inspekcji, takich jak skanowanie w podczerwieni lub obrazowanie rentgenowskie, podczas procesu cięcia wafla, może pomóc wykryć pęknięcia we wczesnym stadium, zanim spowodują dalsze uszkodzenia.
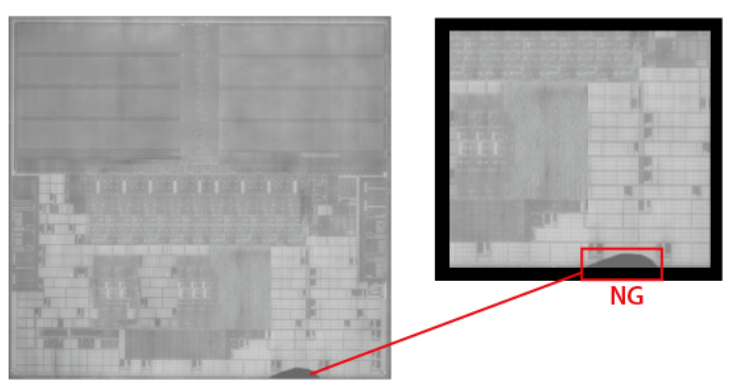
Uszkodzenie powierzchni wafla stanowi poważny problem w procesie cięcia, ponieważ może mieć bezpośredni wpływ na wydajność i niezawodność układu scalonego. Takie uszkodzenia mogą być spowodowane niewłaściwym użyciem narzędzi tnących, nieprawidłowymi parametrami cięcia lub wadami materiałowymi samego wafla. Niezależnie od przyczyny, uszkodzenia te mogą prowadzić do zmian rezystancji elektrycznej lub pojemności obwodu, wpływając na ogólną wydajność.
Aby rozwiązać te problemy, rozważane są dwie kluczowe strategie:
1.Optymalizacja narzędzi skrawających i parametrów:Dzięki stosowaniu ostrzejszych ostrzy, regulacji prędkości cięcia i modyfikacji głębokości cięcia można zminimalizować koncentrację naprężeń w trakcie procesu cięcia, co zmniejsza ryzyko uszkodzeń.
2. Eksploracja nowych technologii cięciaZaawansowane techniki, takie jak cięcie laserowe i plazmowe, oferują większą precyzję, potencjalnie redukując poziom uszkodzeń wafla. Technologie te są badane w celu znalezienia sposobów na osiągnięcie wysokiej dokładności cięcia przy jednoczesnej minimalizacji naprężeń termicznych i mechanicznych wafla.
Obszar oddziaływania termicznego i jego wpływ na wydajność
W procesach cięcia termicznego, takich jak cięcie laserowe i plazmowe, wysokie temperatury nieuchronnie tworzą strefę oddziaływania termicznego na powierzchni wafla. W tym obszarze, gdzie gradient temperatury jest znaczny, może to zmienić właściwości materiału, wpływając na ostateczną wydajność układu scalonego.
Wpływ strefy wpływu termicznego (TAZ):
Zmiany struktury kryształuW wysokich temperaturach atomy w materiale wafla mogą ulegać przegrupowaniu, powodując zniekształcenia w strukturze krystalicznej. To zniekształcenie osłabia materiał, zmniejszając jego wytrzymałość mechaniczną i stabilność, co zwiększa ryzyko awarii chipa podczas użytkowania.
Zmiany właściwości elektrycznychWysokie temperatury mogą zmieniać koncentrację i ruchliwość nośników w materiałach półprzewodnikowych, wpływając na przewodność elektryczną układu scalonego i wydajność przesyłu prądu. Zmiany te mogą prowadzić do spadku wydajności układu scalonego, potencjalnie czyniąc go nieprzydatnym do zamierzonego celu.
Aby złagodzić te efekty, należy kontrolować temperaturę podczas cięcia, optymalizować parametry cięcia i stosować takie metody, jak strumienie chłodzące lub zabiegi po obróbce. Są to podstawowe strategie mające na celu ograniczenie zakresu oddziaływania ciepła i zachowanie integralności materiału.
Ogólnie rzecz biorąc, zarówno mikropęknięcia, jak i strefy udarności termicznej stanowią kluczowe wyzwania w technologii cięcia płytek półprzewodnikowych. Dalsze badania, wraz z postępem technologicznym i środkami kontroli jakości, będą niezbędne do poprawy jakości produktów półprzewodnikowych i zwiększenia ich konkurencyjności rynkowej.
Środki mające na celu kontrolę strefy oddziaływania termicznego:
Optymalizacja parametrów procesu cięciaZmniejszenie prędkości i mocy cięcia może skutecznie zminimalizować rozmiar strefy wpływu termicznego (TAZ). Pomaga to kontrolować ilość ciepła generowanego podczas cięcia, co bezpośrednio wpływa na właściwości materiałowe wafla.
Zaawansowane technologie chłodzeniaZastosowanie technologii takich jak chłodzenie ciekłym azotem i chłodzenie mikroprzepływowe może znacząco ograniczyć zasięg strefy oddziaływania termicznego. Te metody chłodzenia pomagają efektywniej odprowadzać ciepło, zachowując w ten sposób właściwości materiałowe wafla i minimalizując uszkodzenia termiczne.
Wybór materiałówNaukowcy badają nowe materiały, takie jak nanorurki węglowe i grafen, które charakteryzują się doskonałą przewodnością cieplną i wytrzymałością mechaniczną. Materiały te mogą zmniejszyć strefę oddziaływania termicznego, jednocześnie poprawiając ogólną wydajność chipów.
Podsumowując, chociaż strefa wpływu temperatury jest nieuniknioną konsekwencją technologii cięcia termicznego, można ją skutecznie kontrolować poprzez zoptymalizowane techniki przetwarzania i dobór materiałów. Przyszłe badania prawdopodobnie skoncentrują się na dopracowaniu i automatyzacji procesów cięcia termicznego w celu uzyskania bardziej wydajnego i precyzyjnego cięcia płytek.
Strategia równowagi:
Osiągnięcie optymalnej równowagi między wydajnością produkcji a efektywnością produkcji stanowi ciągłe wyzwanie w technologii cięcia płytek. Producenci muszą brać pod uwagę wiele czynników, takich jak popyt rynkowy, koszty produkcji i jakość produktu, aby opracować racjonalną strategię produkcji i parametry procesu. Jednocześnie wprowadzenie zaawansowanego sprzętu tnącego, doskonalenie umiejętności operatorów i usprawnienie kontroli jakości surowców są kluczowe dla utrzymania, a nawet poprawy wydajności przy jednoczesnym zwiększeniu efektywności produkcji.
Przyszłe wyzwania i możliwości:
Wraz z postępem technologii półprzewodnikowej, cięcie płytek półprzewodnikowych staje przed nowymi wyzwaniami i możliwościami. Wraz ze zmniejszaniem się rozmiarów chipów i wzrostem integracji, wymagania dotyczące precyzji i jakości cięcia znacząco rosną. Jednocześnie nowe technologie dostarczają nowych pomysłów na rozwój technik cięcia płytek półprzewodnikowych. Producenci muszą stale dostosowywać i optymalizować strategie produkcyjne oraz parametry procesów, aby sprostać zmianom rynkowym i wymaganiom technologicznym.
Podsumowując, dzięki uwzględnieniu kwestii popytu rynkowego, kosztów produkcji i jakości produktu, wprowadzeniu zaawansowanego sprzętu i technologii, podniesieniu umiejętności operatorów i wzmocnieniu kontroli surowców, producenci mogą osiągnąć najlepszą równowagę między wydajnością płytek a efektywnością produkcji podczas ich cięcia, co przekłada się na wydajną i wysokiej jakości produkcję produktów półprzewodnikowych.
Perspektywy na przyszłość:
Dzięki szybkiemu postępowi technologicznemu technologia półprzewodników rozwija się w niespotykanym dotąd tempie. Technologia cięcia płytek półprzewodnikowych, będąca kluczowym etapem w produkcji półprzewodników, jest gotowa na nowe, ekscytujące odkrycia. W przyszłości oczekuje się, że technologia cięcia płytek pozwoli na znaczną poprawę precyzji, wydajności i obniżenie kosztów, dodając nową energię do dalszego rozwoju branży półprzewodników.
Zwiększanie precyzji:
W dążeniu do wyższej precyzji, technologia cięcia płytek będzie stale poszerzać granice istniejących procesów. Dzięki dogłębnej analizie fizycznych i chemicznych mechanizmów procesu cięcia oraz precyzyjnej kontroli parametrów cięcia, możliwe będzie osiągnięcie lepszych rezultatów cięcia, spełniających coraz bardziej złożone wymagania dotyczące projektowania obwodów. Ponadto, eksploracja nowych materiałów i metod cięcia znacząco poprawi wydajność i jakość.
Zwiększanie wydajności:
Nowe urządzenia do cięcia płytek będą koncentrować się na inteligentnym i zautomatyzowanym projektowaniu. Wprowadzenie zaawansowanych systemów sterowania i algorytmów umożliwi automatyczne dostosowywanie parametrów cięcia do różnych materiałów i wymagań projektowych, co znacząco poprawi wydajność produkcji. Innowacje, takie jak technologia cięcia wielu płytek i systemy szybkiej wymiany ostrzy, odegrają kluczową rolę w zwiększeniu wydajności.
Redukcja kosztów:
Obniżanie kosztów jest kluczowym kierunkiem rozwoju technologii cięcia płytek półprzewodnikowych. Wraz z rozwojem nowych materiałów i metod cięcia, oczekuje się skutecznej kontroli kosztów sprzętu i wydatków na konserwację. Ponadto, optymalizacja procesów produkcyjnych i redukcja ilości braków dodatkowo zmniejszą ilość odpadów w procesie produkcji, co przełoży się na obniżenie ogólnych kosztów produkcji.
Inteligentna produkcja i IoT:
Integracja inteligentnej produkcji i technologii Internetu Rzeczy (IoT) przyniesie rewolucyjne zmiany w technologii cięcia płytek krzemowych. Dzięki łączności i wymianie danych między urządzeniami, każdy etap procesu produkcyjnego może być monitorowany i optymalizowany w czasie rzeczywistym. To nie tylko poprawia wydajność produkcji i jakość produktów, ale także zapewnia firmom dokładniejsze prognozowanie rynku i wsparcie w podejmowaniu decyzji.
W przyszłości technologia cięcia płytek półprzewodnikowych poczyni znaczące postępy pod względem precyzji, wydajności i kosztów. Postępy te będą napędzać dalszy rozwój przemysłu półprzewodnikowego i wprowadzą do ludzkości kolejne innowacje technologiczne i udogodnienia.
Czas publikacji: 19-11-2024